
Sposób dozowania i sitowy pomiar granulacji cząstek za pomocą szczeliny optycznej
ABSTRAKT
Kalibracja sitowa przyrządu optycznego polega na porównaniu rozkładów objętościowych (wagowych) uzyskanych za pomocą sit mechanicznych z analizą ilościowo-wymiarową zbioru cząstek przeliczonych na objętość. Porównania takie umożliwiają określenie kalibracji sitowej przyrządów optycznych.
POBIERZ ARTYKUŁ

AUTORZY
Kamiński Stanisław, KAMIKA Instruments
DZIEDZINA
pomiary cząstek
PRZYRZĄD
SŁOWA KLUCZOWE
pomiar cząstek, kalibracja sitowa
ŹRÓDŁO
Powder&Bulk nr 6 (50), wrzesień 2016, str. 36-37, ISSN 1899-2021
ARTYKUŁ
Wstęp
Kalibracja sitowa przyrządu optycznego polega na porównaniu rozkładów objętościowych (wagowych) uzyskanych za pomocą sit mechanicznych z analizą ilościowo-wymiarową zbioru cząstek przeliczonych na objętość. Porównania takie umożliwiają określenie kalibracji sitowej przyrządów optycznych.Dla pomiaru wymiaru cząstki najlepiej posługiwać się szczeliną optyczną przez którą przechodzi skolimowane promieniowanie światła. Na podstawie zmierzonej średnicy oblicza się powierzchnię kuli, stąd można wyliczyć masę cząstki i porównać ją z rozkładem masy na sitach mechanicznych i wyznaczyć kalibrację sitową dla przyrządu optycznego.
Sposób kalibracji
Kalibrację prowadzi się stosując do 2 mm kulki szklane, od 2 mm do 30 mm kulki metalowe zmierzone mikrometrem, a od 30 mm do 110 mm dokładne kulki z tworzywa lub gumy zmierzone suwmiarką. Każda cząstka może być określona tylko w jednej z klas wymiarowych. Mierząc zbiór cząstek kulistych referencyjnych porównujemy modę zbioru wzorcowego z modą zmierzonych cząstek i ten punkt na osi x ma wymiar mody wzorca, a na osi y wynik według A/C. Przy pomocy innych wymiarów wzorców wyznaczamy inne wartości kalibracji ograniczając ilość punktów do 9 punktów plus punkt 0. Następnie wyznaczamy krzywą tak, żeby wszystkie punkty się na niej znalazły. Według krzywej wyliczamy matryce na założoną liczbę wymiarów i ta matryca będzie służyła do określania wielkości cząstek.
Dla wyznaczonej matrycy amplitud impulsów dla cząstek kulistych można wyznaczyć matryce szerokości impulsów reprezentowaną przez sumaryczną ilość zliczeń szerokości szczeliny tworzącej przestrzeń pomiarową i średnicy impulsu cząstki w postaci impulsu.
Dla cząstek sferycznych kalibracja sitowa jest taka sama dla sit i pomiarów optycznych. Gdy cząstka ma kształt wydłużony, to charakterystyki sitowe i optyczne się rozchodzą.

Fig. 1 Kalibracja sferyczna cząstek według amplitudy impulsu
DM – maksymalny wymiar cząstki
Dmode – moda zbioru wzorcowych cząstek
PR – szerokość - wysokości szczeliny w przestrzeni pomiarowej
A/C – wyniki pomiaru przetwornika analogowo-cyfrowego
Na Fig. 2 przedstawiona jest przestrzeń pomiarowa składająca się z dwóch oddzielnych i prostopadłych względem siebie torów pomiarowych, które są przedstawione na Fig. 3. Tory są niezależne od siebie, ale mają bardzo podobne charakterystyki pomiarowe. Uzyskuje się to przez dokładną regulację parametrów optycznych i elektronicznych. Dla przestrzennego zobrazowania cząstki trzeci wymiar uzyskuje się przez zliczanie czasu trwania ruchu cząstki w przestrzeni pomiarowej. To co widoczne jest na Fig. 3 musi być jednakowe dla obydwu wymiarów przy wzorcach sferycznych (kulach) jednorodnych optycznie.
Ruch cząstki przez szczeliny pomiarowe o szerokości PR na skutek zjawisk optycznych i elektronicznych charakteryzuje się zmianą napięcia w funkcji czasu w postaci impulsu. Mierząc amplitudę impulsu w dwóch prostopadłych kierunkach dla kuli uzyskuje się takie same impulsy i wartości FP1 i FP2. FP jest powierzchnią zajętą przez cząstkę w szczelinie i jest proporcjonalna do rzutu kształtu i wielkości cząstki. Z powierzchni FP można wyliczyć średnicę kuli w którą wpisana jest cząstka. Mierzona cząstka oprócz wymiarów geometrycznych charakteryzuje się prędkością V. Od prędkości V i częstotliwości przetwornika A/C zależy ilość zliczeń ZC1. Od ilości zliczeń cząstki o wymiarze DW zależy współczynnik K:
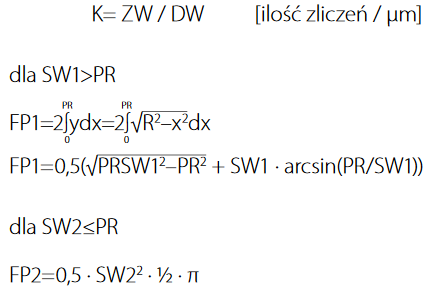

Fig. 2 Charakterystyka trójwymiarowego pomiaru

DM: maksymalny wymiar cząstki sferycznej [μm]
SM: maksymalna szerokość impulsu
ZM: zliczenia według DM [szt.]
PR: wymiar przysłony [μm]
ZC1: zliczenia według DC1 kulek kalibracyjnych [szt.]
DC1: wymiar mody kulek wzorcowych większych od PR [μm]
SW1: szerokość według DC1 [μm]
S[PR]: zmierzona szerokość według DC1 [μm]
SW2: szerokość dla cząstek mniejszych od PR
DC2: wymiar mody kulek wzorcowych mniejszych od PR [μm]
ZC2 : zliczenia według DC2 dla kulek kalibracyjnych mniejszych od PR [szt.]
O: zerowy poziom pomiaru szerokości
K: współczynnik kalibracyjny ZC1/DC1
Do jednowymiarowego układu pomiarowego przy użyciu przetwornika A/C o małej częstotliwości rzędu 500 kHz może być użyty specjalny program kalibracyjny, który wyniki otrzymane według sit mechanicznych porównuje z ciężarami zmierzonymi na sitach i ciężarami obliczonymi według wyników optyczno-elektronicznych.
Dla wszystkich przetworników A/C o częstotliwości rzędu 12 MHz szerokość cząstki może być zliczana jako oddzielny pomiar z dokładnością ok. 1% w stosunku do dotychczasowego wymiaru cząstki.
Przy użyciu szybkiego przetwornika A/C pomiar szerokości cząstki znacznie się upraszcza. Pole pomiarowe cząstek zawarte jest na płaszczyźnie DM x SM, a przekątna tego pola OE (Fig. 2) zawiera tylko cząstki sferyczne.
Linię kalibracyjną OA przedstawiającą szerokość cząstki w funkcji ilości zliczeń można zamienić na linię OE, przy której szerokość wyrażona jest w [μm].
Kalibracje szerokości wykonuje się używając wzorca sferycznego DW, który po przejściu przez przestrzeń pomiarową daje ZW zliczeń. Linia OA jest linią wszystkich wzorców sferycznych od zera do DM. W tym zakresie zmierzoną dowolną cząstkę w punkcie N o parametrach DCD i ZCD można przeliczyć z ilości zliczeń według punktu P na wymiar w [μm] w punkcie Q.Wymiar NP jest rzeczywistą odchyłką szerokości dowolnego wymiaru od szerokości cząstki sferycznej umiejscowionej w punkcie N.
Nachylenie linii OA zależy od współczynnika K, zaś nachylenie linii OE równe jest jedności, a wyliczone wcześniej odchylenie NP musi być podzielone przez wartość współczynnika K. Rzeczywisty wymiar szerokości cząstki równy jest:

Wszystkie cząstki poniżej linii OA jeżeli są wydłużone, to są walcowe, a powyżej tej linii są podobne do dysków.
Pomiar trójwymiarowy składa się z co najmniej dwóch niezależnych układów jednowymiarowych, które maja podobne linie kalibracyjne OA i OE. Pomimo różnych wymiarów w dwóch kanałach pomiarowych DC1 i DC2, mają taka sama wartość SC1.Przy różnych poziomach szerokości SZS cząstki mogą przedstawiać różne kształty.

Fig. 3 Kalibracja szerokości cząstek według wzorców kulistych różnej wielkości
Praktyczne wykorzystanie sposobu dozowania dla sitowego pomiaru granulacji.
Jeżeli zastosowane dozowniki o wymuszeniu ruchu cząstek w sposób aerodynamiczny lub grawitacyjny umożliwiają jednoznaczne pomiary, to można wykorzystać je do pomiarów sitowych.
Dozowniki o wymuszeniu aerodynamicznym mogą rozpędzić cząstki do kilkudziesięciu m⁄s, a w dozowniku grawitacyjnym, typu rynna, cząstki spadają swobodnie.
Konstrukcja i wielkość przyrządu zależy od:
- wielkości przestrzeni pomiarowej;
- do przestrzeni pomiarowej analizatora wprowadza się cząstki grawitacyjnie przy pomocy rynny lub aerodynamicznie przy pomocy innych typów dozowników;
- do dozowania najmniejszych cząstek do 500 μm stosuje się dozownik z wymuszeniem ultradźwiękowym;
- dozowania cząstek do 2 mm stosuje się dozownik z wymuszeniem aerodynamicznym.
Gdy dozuje się cząstki grawitacyjnie to używa się specjalnie ukształtowanej rynny, która zapewnia stabilny ruch ziarna w przestrzeni pomiarowej. Prędkość ruchu ziarna według wzoru Newtona wynosi:

gdzie:
g- przyspieszenie ziemskie
h- odległość od punktu oderwania się cząstki od rynny do przestrzeni pomiarowej.
Kształtując odpowiednio krzywiznę i pochylenie rynny można precyzyjnie wyznaczyć punkt oderwania cząstki od rynny i określić konstrukcję rynny przedstawionej na Fig. 4.

Fig. 4 Ułożenie cząstek różnych kształtów na rynnie dozującej
1. Przestrzeń pomiarowa
2. Cząstka kulista
3. Cząstka dyskowa
4. Cząstka walcowa
5. Cząstka płytkowa
6. Wibrator
Cząstki o dowolnym kształcie porównuje się do typowych kształtów wzorcowych.
Wszelkie prawa zastrzeżone KAMIKA 2024, Projekt strony internetowej JL
+48 663 883 101
+48 (22) 666 93 32
ul. A. Kocjana 15
01-473 Warszawa